






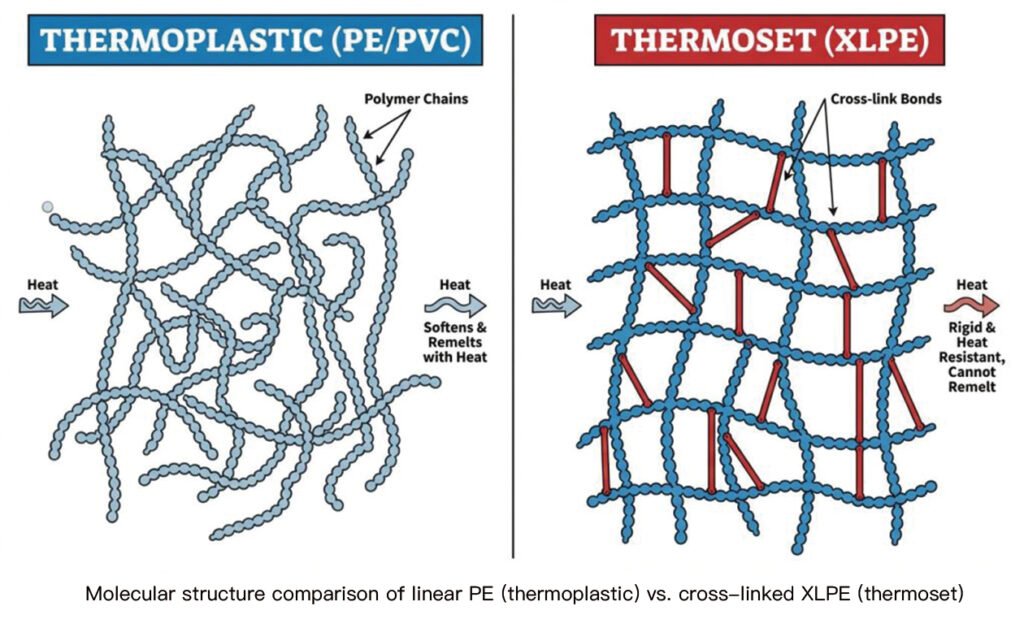
The degree of cross-linking—often quantified as gel content percentage—measures the extent of chemical or physical bonding that transforms thermoplastic polyethylene (PE) into thermosetting cross-linked polyethylene (XLPE). In cable manufacturing, this process links individual polymer chains into a three-dimensional network. This structural transformation permanently enhances the material’s thermal stability, mechanical strength, and resistance to deformation under load. According to global standards like IEC 60502 and BS 5467, a specific minimum cross-linking threshold is mandatory to ensure the cable maintains its structural integrity during continuous high-temperature operations and short-circuit conditions.
Technical Parameter Matrix: PE vs. XLPE Performance
The degree of cross-linking fundamentally alters the physical and thermal limits of the insulation material. The table below outlines the performance delta between standard thermoplastic PE and fully cross-linked XLPE (>70% gel content).
| Technical Parameter | Thermoplastic Polyethylene (PE) | Cross-Linked Polyethylene (XLPE) | Standard / Metric |
| Typical Gel Content | 0% | ≥ 70% to 89% | ASTM D2765 / IEC 60811-501 |
| Max. Continuous Operating Temp. | 70 °C | 90 °C | IEC 60502-1 |
| Emergency Overload Temp. | 95 °C | 130 °C | ICEA S-95-658 |
| Short-Circuit Max. Temp. ($\le 5\text{s}$) | 135 °C | 250 °C | IEC 60502-2 |
| Hot Set Test (Elongation Under Load) | Fails / Melts | ≤ 175 % (20 N/cm² at 200 °C) | IEC 60811-507 |
| Environmental Stress Cracking (ESCR) | Moderate | Highly Resistant | ASTM D1693 |
Quality Testing Protocol: Verifying Degree of Cross-Linking
Cable manufacturers use specific, standardized laboratory workflows to verify that the insulation meets compliance thresholds.
1. Solvent Extraction Method (Gel Content Test)
- Action: Extract a core sample of the insulation, weigh it (W1), and dissolve the non-cross-linked phase in boiling xylene for 8 hours.
- Metric: Dry the remaining insoluble cross-linked gel network and weigh it (W2). Calculate the gel percentage:Gel Content (%) = (W2 / W1) × 100
- Compliance: Must achieve ≥ 70% for peroxide cross-linking and silane moisture-cure methods.
2. Hot Set Test (Thermo-Mechanical Verification)
- Action: Suspend a dumbbell sample of XLPE in an oven preheated to 200 °C under a mechanical stress of 20 N/cm².
- Metric: Measure the elongation under load after 15 minutes; it must not exceed 175 %. Measure the permanent set (residual elongation) 5 minutes after removing the load; it must not exceed 15 %.
3. Electrical Stress Withstand Verification
- Action: Subject the cross-linked insulated core to AC voltage spark testing during extrusion and high-voltage water-bath tests post-curing.
- Metric: Apply rated test voltages (2.5 × U₀ to 4 × U₀ depending on IEC 60502 specifications) to confirm no dielectric breakdown occurs due to under-cured or localized low-cross-linked zones.
Key Drivers of the Cross-Linking Process
The target degree of cross-linking is achieved through three primary industrial methodologies, each relying on distinct chemical reactions:
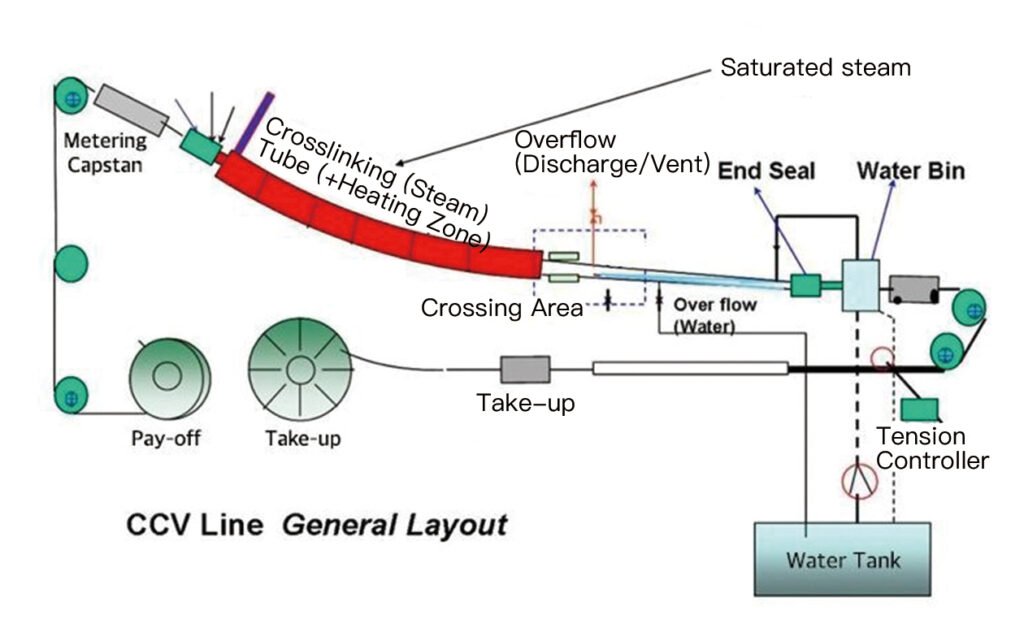
- Peroxide Cross-Linking (CCV Lines): Utilizes organic peroxides (e.g., dicumyl peroxide) under high pressure (1.0 – 1.5 MPa) and high temperature (200 – 300 °C) inside a Catenary Continuous Vulcanization (CCV) tube. This achieves the highest, most uniform cross-linking density, preferred for Medium Voltage (MV) and High Voltage (HV) cables.
- Silane Cross-Linking (Moisture Cure): Impregnates the PE matrix with vinyl silane. The shaped cable is cured in a hot water bath (90 °C) or steam room. This method is highly cost-effective for Low Voltage (LV) control and power cables.
- Irradiation Cross-Linking (Physical): Exposes the extruded PVC or PE jacket to a high-energy electron beam (E-Beam). This breaks C-H bonds physically to trigger cross-linking at room temperature. It offers exceptional precision for thin-walled aerospace, automotive, and solar (PV) cables.